


Һ�������C����Ҏ��Ԕ�����x��
һ������ԇ��Ŀ��
�鱣�C���������_ʹ��Һ�������C���ʴ_�y�����ԇ�����ƶ���Ҏ�̡�
��������ԇ��Ҫ��
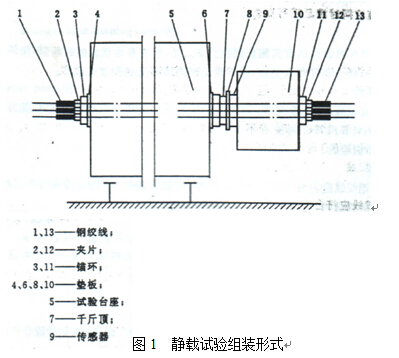
1���_�Cǰ�_����� �B��
1.1��Һ�������C�ɂȾ��_����λ���m����
1.2��Һ�������Cǰ����o�Wλ���m���������ˆT��վ���ڷ��o�����ȣ�
1.1��������õĿ��ߡ�䓾��ߡ�ӛ䛱������N�����N̥�ߵȹ��ߑ��R�䣻
1.1������Һ����Һ�治�õ���ҺλӋ�̶ȵ�1/3��
1.1��ǰ�M�����_�P����ֹͣ��
1.1���ٶ��_�P���ڿ��١�
2.�^���o�dԇ����
2.1������MT/T942-2005�е�6.3.2�D1Ҫ�M�b䓽g���c�^�ߡ�
�o�dԇ�M�b��ʽ
��������MT/T942-2005�е�6.3.3ԇ���d�����M�м��d��
1�����^�ߊAƬ�þo�����d֮ǰ��������䓽g���ij������{������ȡ䓽g����������Rm��5%��10%����ʽ���d���E�飺��䓽g����������Rm��20%��40%��60%��80%��4�����ټ��d�����d�ٶ�100Mpa/min���ˣ��_��80%�����d��1h���S�����d���Ɖģ�
2���M�Іθ�䓽g��-�^�߽M�b��ԇ�r��������ԇ�C�đ����_��0.8Rm�r�������d�ɕr�g���Կs�̣���������10min��
3������MT/T942-2005�е�6.3.4�^��ӛ�
4������MT/T942-2005��6.3.4.1�D2Ҫ��ӛ䛸�헔�����

�ȿs��Ӌ��D
5��䓽g��-�^�߽M�b���ăȿs����a��
6���^�߸����֮�g����λ�Ʀ�b��
7��䓽g��-�^�߽M�b���Č��y�O������Fapu��
8��䓽g��-�^�߽M�b���_�����y�O�������r�Ŀ���׃��apu;
9������ӛ�䓽g��-�^�߽M�b�����ƉIJ�λ����ʽ��
10���ڑ����_��䓽g����������Rm��80%���ڱ����d��1h���θ�䓽g�������d��10min���r�g���^���^�ߵ�׃�Ρ�
11������MT/T942-2005��6.3.4.2Ҫ���o�dԇ�B�m�M�����M�����Mԇ�Y�������M��MT/T942-2005��Ҏ����
�ģ�����MT/T942-2005��6.3.5Ӌ��ԇ�Y��
�^���^��Ч��ϵ����a�����й�ʽӋ�㣺��a=Fapu / Fpm
Fapu����䓽g��-�^�߽M�b���Č��y�O����������λ��ţ�D��N����
Fpm������䓽g��ԇ����ƽ��ֵӋ���䓽g�����Hƽ��������λ��ţ�D��N����
��a����䓽g��-�^�߽M�b���o�dԇ�y�õ��^��Ч��ϵ����
�^�����o�d�^�����ܑ�ͬ�r�M������Ҫ��
��a��0.95 ��apu��2%
��䓽g��-�^�߽M�b���_�����y�O������Fapu�r����������䓽g���Ĕ��ѣ����������^�ߵ��Ɖ������£�ԇ���^�߲������К���׃�Σ����������F���ۿ�Ҋ���Ѽy���Ɖġ�
�ˌ���У�Fpm��ֵ��䓽g���������ṩ�ĮaƷ�|�����C����䓽g�����y�O������ԇ����ʡ�
1������MT/T942-2005��6.4Ҫ��z�y���^�ߴ磺�������^�y����䓾��ߡ��Θ˿��ߙz�����^�|�������γߴ硣ע��aƷ���^�Ƿ����ѿp��
2������ꮅ�����˻أ�����ǰ��ֹͣ��Ȼ���˰��o��
3�������F���l�������ֹ����h���坍�������ճ����B������